





ข่าว

เครื่องตีขึ้นรูปร้อน: ข้อมูลประสิทธิภาพและคำแนะนำในการเลือก
 2026.05.22
2026.05.22
 ข่าวอุตสาหกรรม
ข่าวอุตสาหกรรม
เครื่องตีขึ้นรูปร้อนให้ผลผลิตวัสดุสูงขึ้น 20–35% และบรรลุความคลาดเคลื่อนของมิติภายใน ±0.1 มม. สำหรับส่วนประกอบเหล็กและอะลูมิเนียมปริมาณมาก สำหรับชิ้นส่วนยานยนต์ทั่วไป เช่น ก้านสูบหรือข้อนิ้วบังคับเลี้ยว เครื่องอัดไฮดรอลิกแบบปิดด้วย ความจุกำลัง 12 MN ถึง 25 MN ช่วยลดการสูญเสียแฟลชเหลือต่ำกว่า 8% ในขณะเดียวกันก็ปรับปรุงความแข็งแรงของความเมื่อยล้าด้วยการไหลของเกรนที่ปรับให้เหมาะสม การเลือกแท่นพิมพ์โดยพิจารณาจากพลังงานเฉพาะต่อชิ้นส่วน แทนที่จะใช้น้ำหนักที่ระบุเพียงอย่างเดียว จะช่วยลดต้นทุนการตัดเฉือนหลังการตีขึ้นรูปได้โดยตรงถึง 40%
การกำหนดแรงกดที่ต้องการและความสามารถในการทำงาน
การเลือกเครื่องตีขึ้นรูปร้อนเริ่มต้นด้วยการคำนวณแรงที่จำเป็นโดยพิจารณาจากพื้นที่ที่คาดการณ์ไว้ของชิ้นส่วนและความเค้นในการไหลของวัสดุที่อุณหภูมิการตีขึ้นรูป สำหรับเหล็กกล้าคาร์บอนที่อุณหภูมิ 1100–1200°C แรงดันเฉพาะที่ต้องการจะอยู่ในช่วงตั้งแต่ 60 ถึง 85 N/mm² ในขณะที่โลหะผสมเหล็กและซูเปอร์อัลลอยที่มีนิกเกิลเป็นส่วนประกอบหลักต้องใช้ 95 ถึง 140 นิวตัน/มม.² คูณพื้นที่คาดการณ์ของชิ้นส่วน (รวมถึงพื้นที่วาบไฟ) ด้วยความเครียดในการไหล จากนั้นเพิ่มค่าเผื่อความปลอดภัย 20% สำหรับการโหลดที่ผิดปกติหรือการสึกหรอของดายที่ไม่คาดคิด
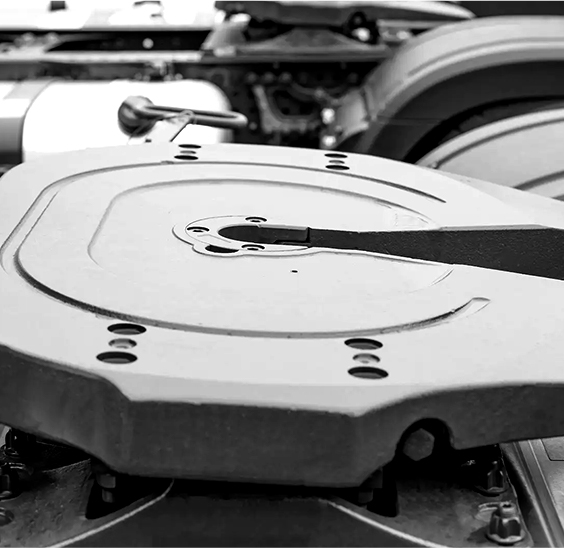
ตัวอย่าง: การตีสนับมือรถบรรทุก
สนับมือบังคับเลี้ยวที่มีพื้นที่ฉายภาพ 28,500 มม.² ซึ่งหล่อจากเหล็ก 42CrMo4 ที่อุณหภูมิ 1150°C ต้องใช้ความเค้นการไหลประมาณ 95 นิวตัน/มม.² แรงฐาน = 28,500 × 95 = 2,707,500 N กลับไปยัง 2.71 MN รวมมาร์จิ้น 20% แล้ว แรงกดขั้นต่ำคือ 3.25 MN อย่างไรก็ตาม แนวปฏิบัติทางอุตสาหกรรมสำหรับการใช้ขนาดส่วนประกอบนี้ กด 8–12 MN เพื่อให้ได้การบรรจุแม่พิมพ์ที่เหมาะสมและลดรอยค้อน . น้ำหนักที่สูงขึ้นยังช่วยยืดอายุแม่พิมพ์ด้วยการลดความเครียดสูงสุดบนพื้นผิวเครื่องมือ
พลังงานต่อจังหวะ: เกณฑ์มาตรฐานที่ใช้งานได้จริง
เครื่องอัดขึ้นรูปร้อนเชิงกลได้รับการจัดอันดับตามความจุพลังงาน (kJ) เพื่อการสร้างแฟลชที่เชื่อถือได้ จะต้องส่งแรงกด อย่างน้อย 200 กิโลจูลต่อผลผลิตปลอมแปลง 1,000 กิโลกรัมต่อชั่วโมง . โดยทั่วไปแล้ว เครื่องอัดเชิงกลขนาด 10 MN จะเก็บพลังงานมู่เล่ 350–500 กิโลจูล ซึ่งเพียงพอสำหรับส่วนประกอบที่เป็นเหล็กสูงถึง 8 กก.
เครื่องกลกับเครื่องอัดขึ้นรูปร้อนแบบไฮดรอลิก: ตัวชี้วัดเปรียบเทียบ
แต่ละเทคโนโลยีมีข้อได้เปรียบที่แตกต่างกันไป ขึ้นอยู่กับปริมาณการผลิต ความซับซ้อนของชิ้นส่วน และพิกัดความเผื่อที่ต้องการ ตารางด้านล่างสรุปข้อมูลประสิทธิภาพจากสายการผลิตจริงในการตีขึ้นรูปยานยนต์และอวกาศ
| พารามิเตอร์ | เครื่องกล (สกรูเยื้องศูนย์) | ไฮดรอลิก (ขับตรง) |
|---|---|---|
| อัตราระยะชักสูงสุด (SPM) | 40 – 70 | 15 – 30 |
| อาศัยเวลาอย่างเต็มกำลัง | เป็นไปไม่ได้ (สแนปผ่าน) | สูงสุด 5 วินาที |
| ความแม่นยำของชิ้นส่วนทั่วไป (มม.) | ±0.2 ถึง ±0.4 | ±0.08 ถึง ±0.15 |
| การป้องกันการโอเวอร์โหลด | สลักแรงเฉือน/คลัตช์ไฮดรอลิก | มีตัวลดแรงกดทับในตัว |
| การใช้พลังงาน (kWh/ตันฟอร์จ) | 520 – 680 | 450 – 590 (พร้อมปั๊มเซอร์โว) |
| อายุการใช้งานของเครื่องมือ (จังหวะก่อนตัดใหม่) | 8,000 – 12,000 | 15,000 – 22,000 |
เครื่องอัดไฮดรอลิกทำงานได้ดีเมื่อต้องใช้ช่องลึก ซี่โครงบาง หรือพิกัดความเผื่อแคบ ในขณะที่การกดเชิงกลจะให้ปริมาณงานที่สูงกว่าสำหรับชิ้นส่วนที่เรียบง่ายและสมมาตร สำหรับการตีอะลูมิเนียมแบบอุ่น (375–450°C) เครื่องอัดไฮดรอลิกที่มีการควบคุมความเร็วที่แม่นยำช่วยลดการครูดและเพิ่มอายุการใช้งานของแม่พิมพ์ได้ 120% เมื่อเทียบกับชิ้นส่วนเครื่องจักรกล
การเพิ่มประสิทธิภาพชีวิตของแม่พิมพ์และการจัดการความร้อน
การสึกหรอของแม่พิมพ์จะควบคุมต้นทุนการตีขึ้นรูปโดยตรง การใช้งานเครื่องตีขึ้นรูปร้อนโดยไม่ต้องควบคุมอุณหภูมิแม่พิมพ์จะช่วยลดอายุการใช้งานของเครื่องมือได้อย่างมาก การอุ่นแม่พิมพ์ที่อุณหภูมิ 200–300°C ก่อนจังหวะแรกจะช่วยลดการเปลี่ยนแปลงอุณหภูมิฉับพลัน และป้องกันการแตกร้าวขนาดเล็ก ในระหว่างการผลิต ช่องระบายความร้อนแบบวงปิดจะรักษาอุณหภูมิพื้นผิวแม่พิมพ์ให้อยู่ภายใน ±15°C ของจุดที่ตั้งไว้ ช่วยยืดอายุการใช้งานได้ 80–150%
- ผลกระทบของการหล่อลื่น: สารหล่อลื่นกราไฟท์สูตรน้ำ (ความเข้มข้น 5–8%) ช่วยลดแรงเสียดทาน 25% และลดอัตราการสึกหรอของดายลงเหลือ 0.002 มม. ต่อ 1,000 จังหวะ
- ข้อมูลวงจรความร้อน: สำหรับอุณหภูมิพื้นผิวแม่พิมพ์ที่เพิ่มขึ้นทุกๆ 50°C ที่สูงกว่า 450°C อายุการใช้งานของแม่พิมพ์จะลดลง 40% เนื่องจากการอบคืนตัวของเหล็กกล้าเครื่องมืองานร้อน (เช่น H13, 1.2344)
- แนวปฏิบัติ: ใช้ระบบสเปรย์อัตโนมัติที่ใช้สารหล่อลื่น 0.2–0.3 มล. ต่อลูกบาศก์เซนติเมตรของช่องแม่พิมพ์ต่อจังหวะ ซิงโครไนซ์กับช่องเปิดแบบกด
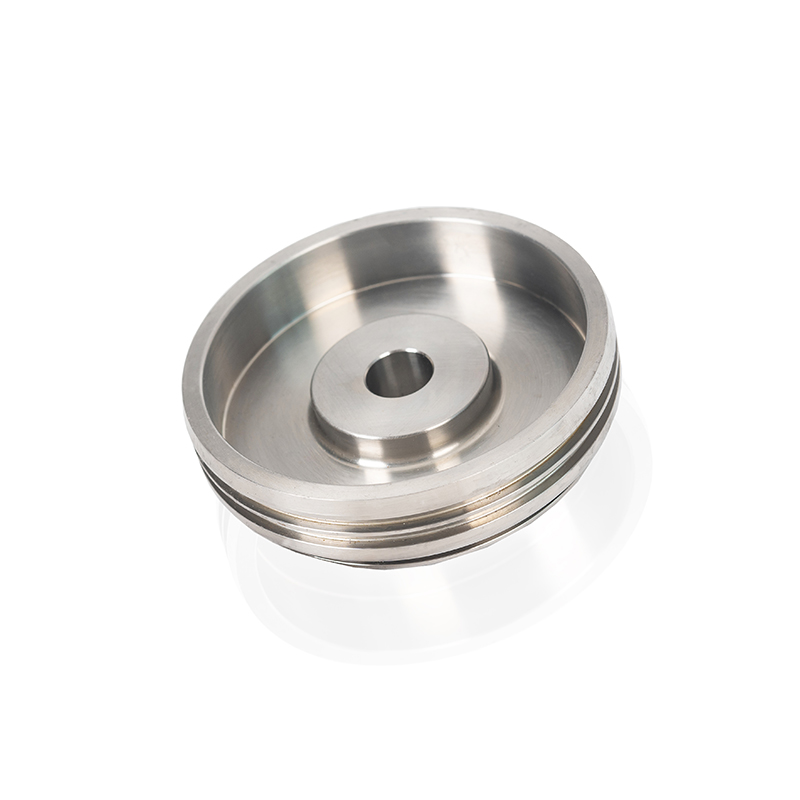
การใช้เม็ดมีดแม่พิมพ์ไนไตรด์ (ความแข็งผิว 60–65 HRC) บนเครื่องอัดขึ้นรูปร้อนขนาด 16 MN ที่ผลิตดุมล้อเหล็กส่งผลให้มีจังหวะ 22,000 ครั้งก่อนที่จะมองเห็นการสึกหรอ—อายุการใช้งานของแม่พิมพ์ที่ผ่านการชุบแข็งเกือบสองเท่า ต้นทุนเริ่มแรกที่เพิ่มขึ้น 18% ได้รับการชดใช้ภายในสามเดือนของการดำเนินการสองกะ
การวัดประสิทธิภาพพลังงานและข้อดีของเซอร์โว-ไฮดรอลิก
พลังงานคิดเป็น 15–25% ของต้นทุนการดำเนินงานผันแปรสำหรับเครื่องอัดขึ้นรูปร้อน เครื่องอัดไฮดรอลิกขับเคลื่อนโดยตรงพร้อมตัวขับปั๊มความเร็วหลายระดับและวงจรสร้างใหม่ให้ประสิทธิภาพสูงสุด บนคานเพลารถบรรทุกตีขึ้นรูปขนาด 20 MN การเปลี่ยนจากปั๊มที่มีปริมาตรคงที่เป็นระบบเซอร์โวไฮดรอลิกช่วยลดการใช้พลังงานจาก 1.2 kWh ต่อส่วนเป็น 0.71 kWh ต่อชิ้นส่วน – ลดลง 41% ประหยัดได้ปีละ 200,000 ชิ้นส่วนเป็น 98,000 kWh
เกณฑ์มาตรฐานพลังงานเปรียบเทียบ
จากการศึกษาสายการผลิตการตีขึ้นรูป 12 สายการผลิต ค่าพลังงานเฉพาะต่อไปนี้ (kWh ต่อตันของผลผลิตการตีขึ้นรูป) นั้นเป็นจริงสำหรับเครื่องอัดขึ้นรูปร้อนสมัยใหม่:
- ไฮดรอลิก (ธรรมดา, การควบคุมคันเร่ง): 620 – 780 กิโลวัตต์ชั่วโมง/ตัน
- ไฮดรอลิก (ตรวจจับโหลด ชดเชยแรงดัน): 490 – 610 กิโลวัตต์ชั่วโมง/ตัน
- ไฮดรอลิก (การกู้คืนพลังงานของปั๊มเซอร์โว): 380 – 500 กิโลวัตต์ชั่วโมง/ตัน
- เครื่องกล (สกรูแรงเสียดทาน / ประหลาด): 520 – 680 กิโลวัตต์ชั่วโมง/ตัน
นอกจากนี้ เครื่องอัดเซอร์โวไฮดรอลิกลดพลังงานที่ไม่ได้ใช้งานลง 70% เพราะมอเตอร์จะทำงานเฉพาะช่วงจังหวะการขึ้นรูปเท่านั้น สำหรับการทำงานสองกะที่มีเวลาว่าง 40% เพียงอย่างเดียวจะช่วยประหยัดรายปีได้เท่ากับ 15% ของค่าไฟฟ้าทั้งหมด
ช่วงการบำรุงรักษาส่งผลกระทบต่อต้นทุนทั้งหมด
การบำรุงรักษาเชิงป้องกันส่งผลโดยตรงต่อเวลาทำงานของเครื่องพิมพ์ ข้อมูลจากการติดตั้ง 50 แห่งแสดงให้เห็นว่าเครื่องอัดขึ้นรูปร้อนตามกำหนดการบำรุงรักษาตามการวิเคราะห์น้ำมันบรรลุผลสำเร็จ สถานะการออนไลน์เฉลี่ย 98.3% เทียบกับ 91.7% สำหรับการเปลี่ยนแปลงตามเวลา รายการดำเนินการที่สำคัญ: เปลี่ยนตัวกรองไฮดรอลิกทุกๆ 1,500 ชั่วโมงการทำงาน ทดสอบความหนืดของน้ำมันทุกเดือน และตรวจสอบโหลดพรีโหลดของก้านสูบทุกๆ 4000 ชั่วโมง
รายการตรวจสอบการเลือกปฏิบัติสำหรับเครื่องตีขึ้นรูปร้อน
ก่อนที่จะระบุการพิมพ์ ให้รวบรวมพารามิเตอร์ทั้งเจ็ดนี้เพื่อจับคู่อุปกรณ์กับความเป็นจริงในการผลิต:
- พื้นที่ฉายภาพสูงสุดรวมแฟลช (cm² หรือ in²)
- ความเครียดจากการไหลของวัสดุที่อุณหภูมิการตีขึ้นรูปจริง (MPa หรือ psi)
- ความยาวระยะชักที่ต้องการเพื่อดีดชิ้นส่วนออกจากดายล่าง
- โหลดเยื้องศูนย์สูงสุดที่อนุญาต (โดยทั่วไป 10–25% ของค่าที่ระบุสำหรับไฮดรอลิก และ 5–10% สำหรับกลไก)
- ปริมาณที่คาดหวังต่อปี: ชิ้นส่วนที่ต่ำกว่า 50,000 มักจะชอบระบบไฮดรอลิกเพื่อให้เครื่องมือมีความยืดหยุ่น ชิ้นส่วนมากกว่า 200,000 ชิ้นสนับสนุนสายการผลิตเชิงกลความเร็วสูง
- แหล่งจ่ายไฟฟ้าที่มีอยู่: เครื่องอัดเซอร์โว-ไฮดรอลิกต้องการไดรฟ์ฮาร์มอนิกต่ำ ในขณะที่เครื่องอัดเชิงกลต้องการกระแสพุ่งเข้าสูง
- บูรณาการกับการทำความร้อนเหล็กแท่งอัตโนมัติ (การเหนี่ยวนำ 50–500 kHz) และการจัดการหุ่นยนต์
เครื่องตีขึ้นรูปร้อนที่ระบุอย่างดีช่วยลดต้นทุนการผลิตรวมต่อชิ้นส่วนได้ 18–27% เมื่อเปรียบเทียบกับเครื่องจักรที่มีขนาดไม่พอดีหรือไม่ตรงกัน โดยหลักๆ แล้วเกิดจากเศษที่น้อยกว่า ลดการเปลี่ยนแม่พิมพ์ และเพิ่มประสิทธิภาพในการใช้พลังงาน





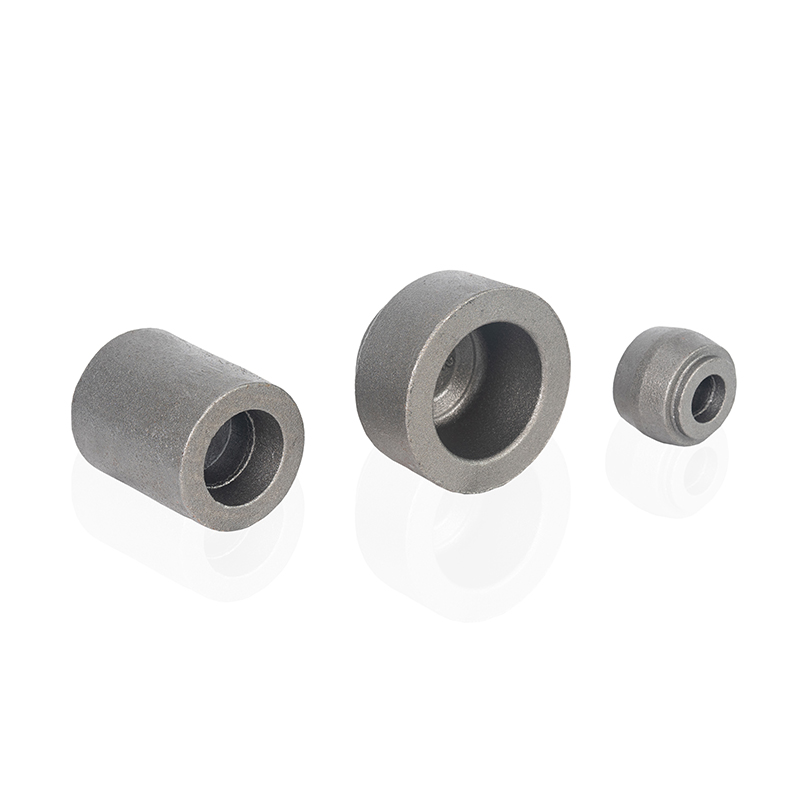





ผลิตภัณฑ์ของเราส่วนใหญ่เกี่ยวข้องกับการผลิตส่วนประกอบที่ปลอมแปลงสำหรับอุตสาหกรรมยานยนต์อุตสาหกรรมเครื่องจักรก่อสร้างอุตสาหกรรมเครื่องมือวัดอุตสาหกรรมและอุตสาหกรรมอุปกรณ์ของเหลวผู้ผลิตชิ้นส่วนปลอมและผู้ให้บริการโซลูชันส่วนประกอบปลอมแปลงในประเทศจีน
ลิงค์ด่วน
ลิงค์สินค้า
ติดต่อเรา
-
Address:หมายเลข 5 Junrong Road, Daitou Town, Liyang City, Jiangsu Province, China
-
Tel:+86-18112316383
